Chapter 6: Making up H.D.P fittings¶
Definition of HDP pipe and fittings¶
HDP corrugated pipes are the most flexible, long lasting and sturdy pipes made from polyethylene, a tough material that can withstand high chemical and environmental stress. It is also called HDPE pipe. HDP stands for High Density Polyethylene. It is widely used in supplying water and wiring, water supply, sewage and drainage purposes.

Figure 6-1. HDP pipes and fittings¶
- There are many properties which makes HDP pipes and fittings superior than other thermoplastic polyethylene and some are:
- 1) It is resistant to weather conditions2) HDPE Pipe High resistance to tearing and pressure3) It is having high resistance to stress cracking.4) It has corrosion resistance5) Easy and reliable assembly of HDP pipes.6) It has reduced flow noise compared to metal pipes.7) It is good for thermal insulation.8) It is non-toxic or hygienically safe.9) It is suitable for radioactive waste.
Collecting hot plate with power¶
Hot plates are used for welding or joining thermoplastics. Hot plate welding is a thermal welding process where a heated plate is placed against the two surfaces to be joined in order to melt them. Then, the hot plate is removed, and the surfaces are brought together and merge with great pressure. This simple technique makes strong joints and used in pipe welding.
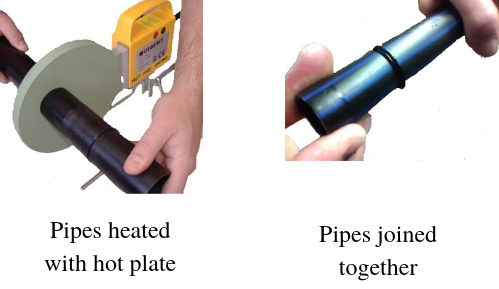
Figure 6-2. Collecting hot plate with power¶
Collecting HDP pipe with necessary diameters¶
- HDP pipes comes with different diameter sizes. Pipes used for normal uses are of size 16 mm up to 250 mm outer diameter available in Nepal. General materials to join HDP are
HDPE pipes
HDPE pipe/fitting with equal diameter of first pipe
Once all these things are collected, the welding process can be started.
Sometimes you need to increase or decrease the flow of fluid inside pipe then you have to use pipes with varied diameters along with necessary fittings (reducers).
Using miter box cutting pipe to 90°¶
Clean, trim and weld the two halves of pipe to form 90° elbow (L)¶
Use of handsaw or miter saw creates burrs due to motion of blades. These small bits from pipe need to be removed or cleaned because it can scratch and makes mess while handling pipes. It can be cleaned by following ways:
1) Take a burr cleaning tool which has a tapered cone that spins back and forth motion inside the pipe to remove the burrs2) Use a sharp knife and run it along the inside edge of the piece.3) Use a heavy grade sandpaper and run it along the interior of the pipe.
After cleaning is done, trimming need to be performed which is to cut the end of the pipe. Chamfer the pipe end for sizes 1¼” inch diameter and larger.
To weld the two pipe pieces in L shape following steps can be followed:
1) Clean the end of the pipe and the matching inside surface of the fitting.2) Square and prepare the pipe or trim the pipe end.3) Hold both the pipes and fitting with proper mechanical equipment.4) Heat both the external surface of the pipe end and the internal surface of the socket fitting up to recommended fusion temperature.5) After the pipe starts melting, insert the pipe end into the socket.6) Hold pipe and socket in place until the joint cools.
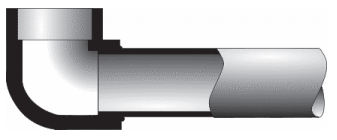
Figure 6-2. Application of elbow¶
Making Tee¶
To make a Tee or T joint following procedures can be followed carefully:
1) Initially, take necessary tools and equipment like a straight HDP pipe, wooden saw, steel scale, pe file, hot plate, knife and meter box.2) Then, cut a pipe in three pieces with 45 degrees each accurately using different pipe cutting techniques.3) Perform cleaning and trimming if necessary.4) Heat ends of two pipes with 45 angles in hot plate.5) Join those ends such that an elbow or L joint and allow it to cool.6) Now, cut the elbow with 45 degree as in figure 2.7) Heat the angled part of elbow and angled third pipe in hot plate.8) Join the both heated parts such that Tee or T joint and allow it to cool.
Warning
(Fig not avl)
Making Wyes (Y)¶
The procedural steps for making Y joint are as follows: